
Производственная логистика, или
|
||||||||||||||||||||||||||||||||||||||
| Раздел: Качество ведения бизнеса | |
|
Автор(ы): Е.Б. Фролов, Московский государственный технологический университет "СТАНКИН" |
размещено: 22.03.2010 обращений: 40650 |
|
||||
|
||||
|
Термин "Логистика" нередко связывают со складированием и перемещением грузов, т.е. логистикой поставок. При этом часто забывают, что к логистике относятся также и процессы планирования производства и управления производственными операциями, потоками материалов, внутри компании производителя.
В организационном отношении часть логистической системы, к которой относится управление внутрипроизводственными потоковыми процессами, образует производственную логистическую систему, которая является интегрированной совокупностью элементов в общей структуре действующей логистической системы. Производственная логистика — обеспечение качественного, своевременного и комплектного производства продукции в соответствии с хозяйственными договорами, сокращение производственного цикла и оптимизация затрат на производство. Цель производственной логистики заключается в точной синхронизации процесса производства и логистических операций во взаимосвязанных производственных и обеспечивающих подразделениях. К общим задачам (функциям) производственной логистики относятся:
Планирование и организация системы производственной логистики на предприятии используются как средство эффективного продвижения материального потока по рабочим позициям и упорядочения соответствующих рабочих процессов в пространстве и времени. Особенно это важно в условиях так называемого дискретного производства, которое типично для большинства предприятий промышленности. Дискретное производство характеризуется прерывностью производственного процесса на всем его протяжении. Именно дискретность усложняет движение материального потока от входа системы до ее выхода, что выражается в увеличении длительности производственного цикла, в возрастании величины межоперационных запасов всех видов, и в конечном итоге приводит к снижению производительности системы. Такое производство требует постоянного контроля всех процессов с тем, чтобы обеспечить требуемую производительность и, по возможности, ее повысить. При организации движения материального потока в цепи поставок принято выделять два подхода [1]:
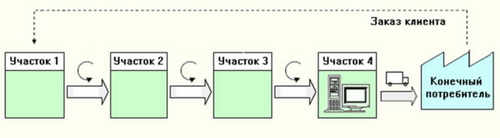
Оба вида систем находят широкое использование на различных предприятиях и в различных типах экономики (рыночной, централизованно управляемой, переходной). Отметим, что обе системы нацелены на удовлетворение потребности последующего звена за счет соответствующей (по объему, срокам, качеству и т. д.) поставки от предшествующего звена. Различие касается способов управления движением потоков и в первую очередь степени централизации планирования поставок по межзвенным передачам — централизованное и децентрализованное планирование. Еще один принципиально важный признак, отличающий эти две логистические системы, заключается в том, что в своей основе они имеют различные подходы к установлению ритма, определяющего движение всего материального потока. Причина в том, что «выталкивающая» и «вытягивающая» системы ориентируются на различный характер потребительского спроса. «Выталкивающая» система ориентирована преимущественно на относительно постоянный спрос в течение довольно длительного промежутка времени. Поэтому в основе всех плановых расчетов она может использовать постоянные значения ритма изготовления продукции. Системы «вытягивающего» типа в качестве планового периода для определения средних оборотных заделов рассматривают периоды от одного до трех месяцев. Оперативное управление в этих системах производится на значительно меньшем горизонте планирования В задачах производственной логистики, в отличие от логистики поставок, в первую очередь ставится задача организации управления материальными потоками как внутри, так и между производственными подразделениями (цехами, участками). И то, что ассоциируется в цепочке поставок с «вытягивающей» системой со словами: «Один потребитель последовательно вытягивает поставки, осуществляемые другими звеньями, включенными в общую цепочку поставщиков» (что-то наподобие паровоза, тянущего за собой вагоны), в производственной логистике имеет несколько иной смысл. Под «вытягивающей» логистической схемой на уровне организации и управления производством (Pull Scheduling) понимается ситуация, когда план работы, составленный только для одного производственного подразделения, автоматически порождает планы работ для всех остальных участков, включенных в технологическую цепочку. Это тот же паровоз, но здесь уже не требуется, чтобы он располагался непременно впереди всего состава!
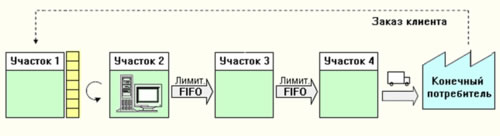
1. «ВЫТАЛКИВАЮЩАЯ» ЛОГИСТИЧЕСКАЯ СИСТЕМА (PUSH SCHEDULING)«Выталкивающая» логистическая система — это такая организация движения материальных потоков через производственную систему, при которой материальные ресурсы подаются с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком поставок . Материальные ресурсы «выталкиваются» с одного звена производственной логистической системы на другое. Каждой операции общим расписанием устанавливается время, к которому она должна быть завершена. Полученный продукт «проталкивается» дальше и становится запасом незавершенного производства на входе следующей операции. То есть такой способ организации движения материальных потоков как бы игнорирует информацию о том, продолжится ли обработка данного продукта на следующей стадии, и в каком состоянии в настоящее время находится используемое для этой обработки рабочее место: занято ли оно выполнением совсем другой задачи или ожидает поступления продукта для обработки. В результате нередко появляются задержки в работе технологического оборудования и рост запасов незавершенного производства. Структура «выталкивающей» логистической системы приведена на рисунке 1.
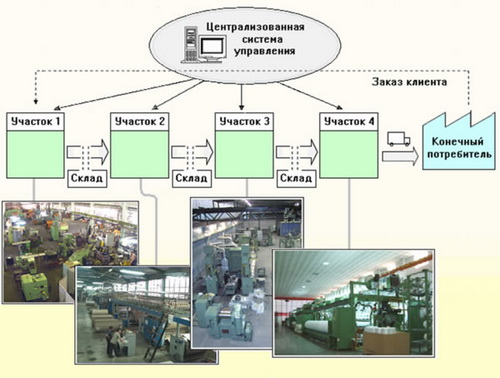 «Выталкивающая» система с централизованным планированием предполагает, что каждый производственный участок получает конкретные задания на плановый период (это могут быть комплекты деталей) и отчитывается о его выполнении перед централизованной системой управления предприятием. Результаты своей работы каждое производственное подразделение передает на склад. При таком планировании и участок, и централизованную систему управления интересуют только выполнение сроков и объемов планового задания. Каждое отдельный участок при таком виде планирования существует как бы изолированно. Его не интересует, что будет с изделиями, которые он отправляет на промежуточный склад, и есть ли там остатки продукции предыдущего месяца. При наличии остатков на складе возникает избыток запасов в системе, при задержке с пополнением запасов возникает дефицит, способный остановить производственный процесс. При возникновении изменений, например, спроса или поставок, планы должны оперативно пересматриваться, что резко увеличивает трудоемкость плановой работы. В отечественной практике этот вид планирования был до недавнего времени единственным; в условиях рыночной экономики он используется в основном на заготовительных предприятиях и предприятиях с массовым типом производства, производящих стандартизованную продукцию широкого назначения. «Выталкивающая» логистическая система является методологическим базисом для MRP-II и реализуется, как правило, на уровне современных ERP-систем [2].
2. «ВЫТЯГИВАЮЩАЯ» ЛОГИСТИЧЕСКАЯ СИСТЕМА (PULL SCHEDULING)«Вытягивающая» логистическая система — это такая организация движения материальных потоков, при которой материальные ресурсы подаются («вытягиваются») на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения материальных потоков отсутствует. Размещение заказов на пополнение запасов или изготовления материальных ресурсов (операционных заделов) или ГП происходит, когда их количество достигает определенного критического уровня. Эта система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. То есть когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос. (Just-in-Time) [1],[3].
 Дэвид Хэллетт [4] приводит следующее определение:
Операционные заделы, — далее производственные запасы, — могут включать в себя сырье, незавершенное производство (НЗП), готовую продукцию, а также специально резервируемый фонд времени технологического оборудования. Опираясь на это определение можно сказать, что любая логистическая методика, которая ограничивает уровень операционных заделов, будет создавать «вытягивание». Принято выделять 5 базовых типов «вытягивающих» логистических систем Pull Scheduling:
3. ВОСПОЛНЕНИЕ «СУПЕРМАРКЕТА»Традиционные системы управления производством требуют значительных денежных ресурсов для того, чтобы поддерживать необходимые запасы материалов. Когда японская автомобильная компания «Тойота» перестраивалась после второй мировой войны, ей остро не хватало оборотных средств, и предприятие не могло позволить себе использовать «традиционную логистическую концепцию». Руководство компании решило узнать, что происходит в мире, и задалось вопросом: «Какая отрасль лучше всего использует свои запасы?» Ответ был следующий: супермаркеты! В настоящее время типичный супермаркет оборачивает свои запасы более 50 раз в год. Обычная производственная компания, которая использует «Выталкивающую» логистическую систему управления, оборачивает свои запасы от одного до десяти раз в год. Используя «Вытягивающую» логистическую систему и другие принципы «Бережливого производства» [3] Тойота достигла немыслимого для производственного предприятия показателя в 50-70 оборотов производственных запасов в год! Принципиальная схема метода восполнения «супермаркета» приведена на рисунке 3.
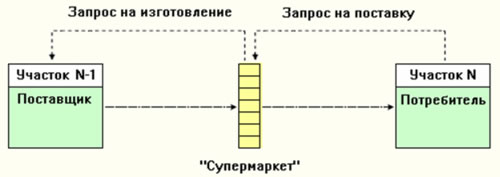 Она действует следующим образом:
Заметим, что в данном случае формальное производственное расписание работ имеется только у процесса-потребителя. План работ для процесса-поставщика формируется автоматически в реальном масштабе времени самой «Вытягивающей» логистической системой. Это очень важный аспект «Вытягивающей» системы управления производством: «Не важно, сколько процессов управляется вытягивающей системой, главное, что в ней будет только одна точка планирования!» Итак: Единственная точка планирования выпуска готовой продукции — это один производственный участок, для которого в «вытягивающей» логистической системе происходит расчет основного расписания, определяющего работу всего производства в целом. Работа других участков, включенных в технологическую цепочку, автоматически планируются самой «вытягивающей» системой. На величину точки восполнения, его объем и общий потенциальный производственный запас материалов по каждому изделию в системе влияют следующие переменные:
Увеличение любой из этих величин неминуемо вызовет увеличение общего потенциального объема производственных запасов. Фактическая средняя величина запасов в ячейках «Супермаркета» в хорошо спроектированной системе большую часть времени будет составлять 10-15% от их общего потенциального объема, продиктованного планом выпуска готовой продукции. Для того чтобы связать в «вытягивающей» системе управления несколько производственных участков следует использовать несколько «Супермаркетов».
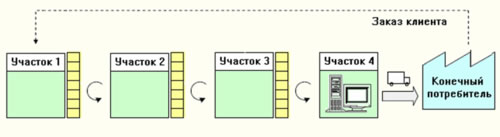 Каждый из трех «Супермаркетов» в этом примере независим от остальных и функционирует так же, как «Супермаркет» из примера, показанного на рисунке 4. Единственной точкой, где составляется производственное расписание, в этой системе будет участок 4. Проще всего определить это место таким образом:
Следует отметить, что метод восполнения «Супермаркета» хорошо применим лишь в тех случаях, когда участок-потребитель имеет возможность выбирать из множества различных вариантов полуфабрикатов, расположенных в ячейках. В других ситуациях этот метод обычно бывает менее предпочтительным.
4. ЛИМИТИРОВАННЫЕ ОЧЕРЕДИ FIFOКогда нет необходимости предоставлять участку-потребителю возможность выбора, лучше использовать не «Супермаркет», а очередь FIFO (от английского First-In-First-Out — «первым пришел, первым вышел», т.е. очередность в порядке поступления).
 На рисунке 5 показана «вытягивающая» логистическая система, которая связывает систему восполнения «Супермаркета» с лимитированными очередями FIFO. Единственная точка расчета производственного расписания находится на участке 2, потому что он следует непосредственно за последним «Супермаркетом системы». Между участками 2 и 3 находится лимитированная очередь FIFO. Лучший способ представить лимитированную очередь FIFO — это представить себе, как перемещаются по трубе теннисные мячики.
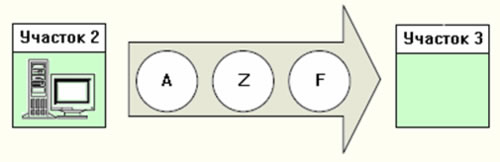 в методе лимитированных очередей FIFO Диаметр трубы чуть больше, чем диаметр мячиков. Мячики могут свободно перемещаться по трубе, но никоим образом нельзя поменять их местами внутри трубы. По сути, здесь нет «полосы для обгона». К тому же, длина трубы ограничена и одновременно в нее помещается только 3 мячика (это и есть лимит очереди FIFO). Участок 3 будет производить продукт F, поскольку у него нет другого выбора. Вот почему для участка 3 не нужен отдельный план работ на уровне самостоятельного производственного расписания. План действий этого процесса строго диктуется самой «вытягивающей» системой управления.
 Тоже самое справедливо и для участка 4. Заметим, что если Участок 2 закончит изготовление продукта, а очередь FIFO из заданий на участок 3, будет уже заполнена, то он прекращает свою работу во избежание переполнения этой очереди. Для Процесса 2 это будет сигналом, что он функционирует быстрее всей остальной системы. Аналогичным образом в случае, если участок 3 затребует следующее задание из предшествующей ему очереди FIFO и окажется, что она пуста, то и Процесс 3 тоже остановится. Такая система демонстрирует, какой процесс в данный момент времени является самым медленным.
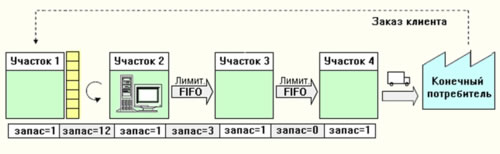 в методе лимитированных очередей FIFO На рисунке 8 показано текущее состояние запасов на каждом участке (в примере предполагается, что каждый участок выполняет только одно текущее задание). Какое производственное звено в данный момент функционирует медленнее остальных? Сейчас это участок 3. Это так называемое текущее ограничение (Current Constraint) именуемое ресурсом, ограничивающим производительность все системы (РОП). Его легко обнаружить, определив процесс, у которого отношение величины запасов в предшествующей очереди FIFO к величине запасов в последующей очереди FIFO достигает максимального значения. Проще говоря, самый медленный участок образует перед собой наибольший объем незавершенного производства. Д. Хэллетт [4] называет такую логистическую схему управлением «по завалам» (Management by Piles). Поскольку все производственные участки, которые не являются текущим РОП, время от времени будут оставаться без работы, то должно быть определено правило, чем загружать свободные ресурсы в такие моменты времени. На практике для этого организуется некоторый буфер из дополнительных заданий, которые могут быть выполнены свободными ресурсами, что приводит к увеличению фактического объема НЗП. Следует заметить, что в приведенной схеме время выполнения заказа в производстве связано с моментом запуска клиентского заказа на участке 2. Подсчет времени выполнения заказа всегда начинается в единственной точке планирования. Время выполнения заказа участком 1 на пополнение ячеек «Супермаркета» не влияет на время выполнения клиентского заказа, потому что предполагается, что все материалы, которые могут потребоваться участку 2, имеются в достаточном количестве в ячейках «Супермаркета». Последнее обстоятельство может оказаться весьма жестким требованием для практической реализации описанной логистической схемы. Преимущество «вытягивающей» логистической системы типа лимитированных очередей FIFO перед «Супермаркетами» заключается в следующем:
Лимитированные очереди FIFO можно использовать в массовых и крупносерийных производствах, где объем выпуска достаточно высок и технологический процесс постоянен для всего семейства выпускаемых продуктов.
ЛИТЕРАТУРА
|
| Окончание (Часть 2) |
- В чем суть работы СЕО
- Зачем корпорациям стартапы
- Interim Management — это...
- Дизайн деятельности
- Модель системы стандартизации бизнес-процессов
 | Кликология. Психология онлайн-шопинга для привлечения покупателей |
 | Как создать продукт, который купят. Метод Lean Customer Development |
 | Свод знаний по управлению бизнес-процессами. BPM CBOK 3.0 |
|
МЕТОДОЛОГИЯ: Стратегия, Маркетинг, Изменения, Финансы, Персонал, Качество, ИТ АКТУАЛЬНО: Новости, События, Тренды, Инсайты, Интервью, Бизнес-обучение, Рецензии, Консалтинг СЕРВИСЫ: Бизнес-книги, Работа, Форумы, Глоссарий, Цитаты, Рейтинги, Статьи партнеров ПРОЕКТЫ: Блог, Видео, Визия, Визионеры, Бизнес-проза, Бизнес-юмор Copyright © 2001-2025, Management.com.ua |