
Производственная логистика, или
| |||||||||||||||||||||||||||||||||||
| Раздел: Качество ведения бизнеса | |
|
Автор(ы): Е.Б. Фролов, Московский государственный технологический университет "СТАНКИН" |
размещено: 06.04.2010 обращений: 33439 |
|
||||
5. МЕТОД «БАРАБАН-БУФЕР-ВЕРЕВКА» (DBR)Метод «Барабан-Буфер-Веревка» (DBR-Drum-Buffer-Rope) — один из оригинальных вариантов «выталкивающей» логистической системы, разработанной в ТОС (Theory of Constraints) [5],[6],[7]. Она очень похожа на систему лимитированных очередей FIFO, за исключением того, что в ней не ограничиваются запасы в отдельных очередях FIFO.
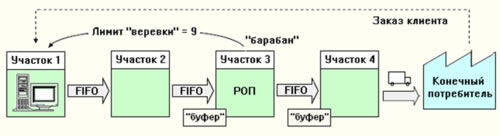 Вместо этого устанавливается общий лимит на запасы, находящиеся между единственной точкой составления производственного расписания и ресурсом, ограничивающим производительность всей системы, РОП (в примере, приведенном на рисунке 9, РОП-ом является участок 3). Каждый раз, когда РОП завершает выполнение одной единица работы, точка планирования может запускать в производство еще одну единицу работы. Это в данной логистической схеме называется «веревкой» (Rope). «Веревка» — это механизм управления ограничением против перегрузки РОП. По существу, это график отпуска материалов, который предотвращает поступление работы в систему в темпе более высоком, чем она может быть обработана в РОП. Концепция веревки используется для предотвращения появления незавершенного производства в большинстве точек системы (кроме защищенных плановыми буферами критических точек). Поскольку РОП диктует ритм работы всей производственной системы, то график его работы именуется «Барабаном» (Drum). В методе DBR особое внимание уделяется именно ресурсу, ограничивающему производительность, поскольку именно он определяет максимально возможный выход всей производственной системы в целом, так как система не может производить больше, чем ее самый маломощный ресурс. Лимит запасов и временной ресурс оборудования (время его эффективного использования) распределяется так, чтобы РОП всегда мог вовремя начать новую работу. Этот в рассматриваемом методе именуется «Буфером» (Buffer). «Буфер» и «верёвка» создают условия, предотвращающие недогрузку или перегрузку РОП. Заметим, что в «вытягивающей» логистической системе DBR буферы, создаваемые перед РОП, имеют временной, а не материальный характер. Временной буфер есть резерв времени, предусматриваемый для защиты запланированного времени «начала обработки», с учетом разброса в прибытии на РОП конкретной работы. Например, если расписание РОП требует начать конкретную работу на участке 3 во вторник, тогда материал для этой работы должен быть отпущен достаточно рано, чтобы все предшествующие обработке РОП шаги (участки 1 и 2) были закончены еще в понедельник (т.е. за один полный рабочий день до требуемого срока). Буферное время служит для «защиты» наиболее ценного ресурса от простоев, поскольку потеря времени этого ресурса эквивалентна невозвратной потери в конечном результате всей системы. Поступление материалов и производственных заданий может осуществляться на основе заполнения ячеек «Супермаркета» Передача деталей на последующие этапы обработки после их прохождение через РОП уже не являются лимитируемым FIFO, т.к. производительность соответствующих процессов заведомо выше [6].
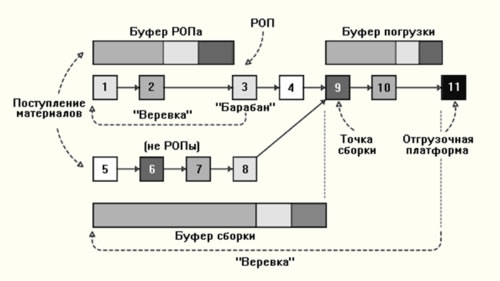 в зависимости от положения РОП Необходимо отметить, что только критические пункты в цепи производства защищаются буферами (см. рисунок 10). Такими критическими пунктами являются:
Поскольку в методе DBR защита от возможных отклонений сосредоточена в наиболее критичных местах производственной цепи и устраняется во всех прочих местах, время производственного цикла может быть сокращено, иногда на 50 процентов или более, без ухудшения надежности в соблюдении сроков отгрузки продукции потребителям.
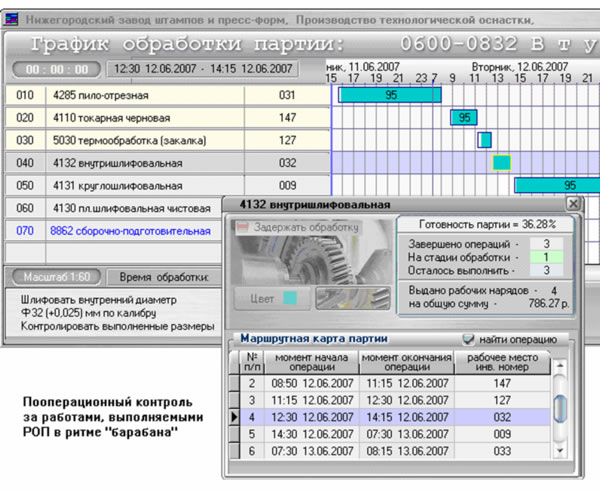 прохождения заказов в РОП в методе DBR Алгоритм DBR — это обобщение известного метода OPT [5],[7], который многие специалисты называют электронным воплощением японского метода «Канбан», хотя на самом деле, между логистическими схемами восполнения ячеек «Супермаркета» и методом «Барабан-Буфер-Веревка», как мы уже видели, имеется значительная разница. Недостатком метода «Барабан-Буфер-Веревка» (DBR) является требование существования РОП, локализуемого на заданном горизонте планирования (на интервале расчета расписания для выполняемых работ), что возможно только в условиях серийных и крупносерийных производств. Однако для мелкосерийных и единичных производств локализовать РОП, в течение достаточно длительного интервала времени, вообще говоря, не удается, что значительно ограничивает применимость рассмотренной логистической схемы для этого случая.
6. ЛИМИТ НЕЗАВЕРШЕННОГО ПРОИЗВОДСТВА (НЗП)«Вытягивающая» логистическая система с лимитом незавершенного производства (НЗП) похожа на метод DBR. Отличие заключается в том, что здесь создаются не временные буферы, а задается некий фиксированный лимит материальных запасов, который распределяется на все процессы системы, а не заканчивается только на РОП. Схема приведена на рисунке 12.
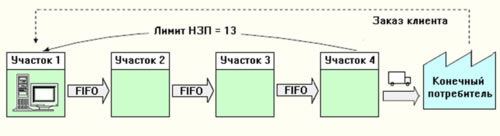 Этот подход к построению «вытягивающей» системы управления» значительно проще рассмотренных выше логистических схем, внедряется легче, и ряде случаев является более эффективным. Как и в рассмотренных выше «вытягивающих» логистических системах здесь имеется единственная точка планирования, — это участок 1 на рисунке 12. Логистическая система с лимитом НЗП имеет некоторые преимущества по сравнению с методом DBR и системой лимитированных очередей FIFO:
Рассмотренная система хорошо работает для ритмичных производств со стабильной номенклатурой выпускаемых изделий, отлаженными и неизменяемыми технологическими процессами, что соответствует массовым, крупносерийным и серийным производствам. В производства единичных и мелкосерийных, где постоянно запускаются в производство новые заказы с оригинальной технологией их изготовления, где сроки выпуска продукции диктуются потребителем и могут, вообще говоря, изменяться непосредственно в процессе изготовления изделий, тогда на уровне производственного менеджмента появляется множество организационных проблем. Опираясь лишь на правило FIFO в передаче полуфабрикатов от участка к участку, логистическая система с лимитом незавершенного производства в таких случаях теряет свою эффективность. Важной особенностью рассмотренных выше «выталкивающих» логистических систем 1-4 является возможность вычисления времени выпуска (цикла обработки) изделий по известной формуле Литлла [4]:
Время выпуска = НЗП/Ритм,Однако для производств мелкосерийных и единичных понятие Ритма производства становится весьма расплывчатым, поскольку этот тип производств никак нельзя назвать ритмическими. Более того, статистика говорит о том, что в среднем вся станочная системы в таких производствах остается наполовину недогруженной, что происходит за счет постоянных перегрузок одного оборудования и одновременного простоя другого в ожидании работы, связанной с изделиями, пролеживающими в очереди на предыдущих стадиях обработки. Причем простои и перегрузки станков постоянно мигрируют от участка к участку, что не позволяет их локализовать и применить ни один из перечисленных выше логистических схем вытягивания. Еще одной особенностью мелкосерийных и единичных производств является необходимость выполнения заказов в виде целого комплекта деталей и сборочных единиц к фиксированному сроку. Это значительно усложняет задачу производственного менеджмента, т.к. детали, входящие в этот комплект (заказ), могут технологически подвергаться различным процессам обработки, и каждый из участков может представлять собой РОП для одних заказов, не вызывая проблем при обработке других заказов. Таким образом в рассматриваемых производствах возникает эффект так называемого «виртуального узкого места» (Virtual Bottle-Neck): вся станочная системы в среднем остается недогруженной, а ее пропускная способность низкой. Для таких случаев наиболее эффективной «вытягивающей» логистической системой является Метод вычисляемых приоритетов.
7. МЕТОД ВЫЧИСЛЯЕМЫХ ПРИОРИТЕТОВМетод вычисляемых приоритетов является своеобразным обобщением двух рассмотренных выше «выталкивающих» логистических систем: системы пополнения «Супермаркета» и системы с лимитированными очередями FIFO. Разница в том, что в данной системе уже не все пустые ячейки в «Супермаркете» пополняются в обязательном порядке, а производственные задания, оказавшись в лимитированной очереди, продвигаются от участка к участку не по правилам FIFO (т.е. не соблюдается обязательная дисциплина «в порядке поступления»), а по другим вычисляемым приоритетам. Правила вычисления этих приоритетов назначаются в единственной точке планирования производства, — в примере, приведенном на рисунке 13, это второй производственный участок, следующий непосредственно за первым «Супермаркетом». На каждом последующем производственном участке функционирует своя собственная исполнительная производственная система [8],[9] (MES — Manufacturing Execution System), задача которой — обеспечить своевременную обработку поступающих на вход заданий с учетом их текущего приоритета, оптимизировать внутренний материальный поток и вовремя показать возникающие проблемы, связанные с этим процессом [10],[11]. Значительное отклонение в обработке конкретного задания на одном из участков может повлиять на вычисляемое значение его приоритета.
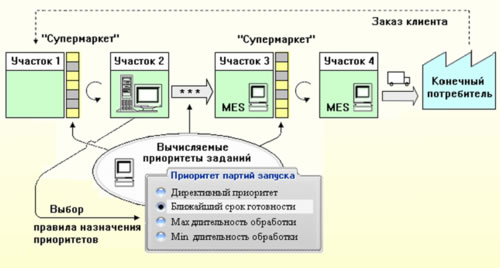 Процедура «вытягивания» осуществляется за счет того, что каждый последующий участок может начинать выполнять только те задания, которые имеют максимально возможный приоритет, что выражается в первоочередном заполнении на уровне «Супермаркета» не всех доступных ячеек, а лишь тех, что соответствуют приоритетным заданиям. Последующий участок 2, хотя и является единственной точкой планирования, определяющей работу всех остальных производственных звеньев, сам вынужден выполнять только эти наиболее приоритетные задания. Численные значения приоритетов заданий получаются за счет вычислений на каждым из участков значений общего для всех критерия. Вид этого критерия задается основным планирующим звеном (участком 2), а его значения каждый производственный участок самостоятельно вычисляет для своих заданий, либо вставших в очередь на обработку, либо находящихся в заполненных ячейках «Супермаркета» на предыдущей стадии. Впервые такой метод восполнения ячеек «Супермаркета» стал применяться на японских предприятиях компании «Тойота» и получил название «Процедуры выравнивания производства» или «Хейдзунка» (Heijunka) [1],[3]. Ныне процесс заполнения «Ящика Хейдзунка» является одним из ключевых элементов «вытягивающей» системы планирования, используемой в TPS (Toyota Production System), когда приоритеты поступающих заданий назначаются или вычисляются вне выполняющих их производственных участков на фоне действующей «вытягивающей» системы восполнения «Супермаркета» (Канбан). Пример назначения одного из директивных приоритетов исполняемому заказу (аварийный, срочный, плановый, переходящий, прочее) приведен на рисунке 14.
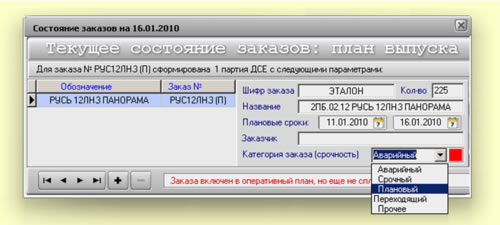 приоритета исполняемым заказам Другой вариант передачи заданий от одного участка к другому в данной «вытягивающей» логистической системе служит так называемое «вычисляемое правило» приоритетов.
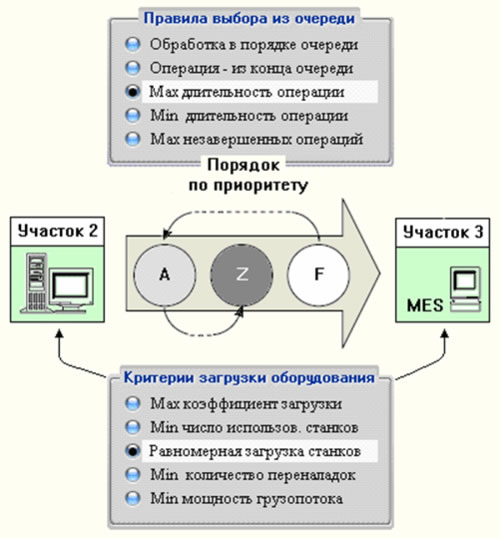 в методе вычисляемых приоритетов Очередь производственных заданий, передаваемых от участка 2 к участку 3 (рисунок 13), ограничена (лимитирована), но в отличие от случая, изображенного на рисунке 4, сами задания могут меняться местами в этой очереди, т.е. изменять последовательность своего поступления в зависимости от их текущего (вычисляемого) приоритета. Фактически это означает, исполнитель сам не может выбрать с какого задания начинать работу, но в случае изменения приоритета заданий ему, возможно, предстоит, недоделав текущее задание (превратив его в текущий НЗП), переключиться на выполнение наиболее приоритетного. Конечно, в такой ситуации при значительном числе заданий и большом числе станков на производственном участке необходимо использовать MES, т.е. проводить локальную оптимизацию материальных потоков, проходящих через участок (оптимизировать исполнение заданий, уже находящихся в обработке). В результате для оборудования каждого участка, не являющегося единственной точкой планирования, составляется локальное оперативное производственное расписание, которое подвергается коррекции каждый раз, как только изменяется приоритет исполняемых заданий. Для решения внутренних оптимизационных задач используются свои критерии, именуемые «Критерии загрузки оборудования». Задания, ожидающие обработки между участками, не связанными «Супермаркетом», упорядочиваются по «Правилам выбора из очереди» (рисунок 15), которые, в свою очередь, могут тоже изменяться в течение времени. Если Правила вычисления приоритетов заданиям назначаются «извне» по отношению к каждому производственному участку (Процессу), то Критерии загрузки оборудования участка определяют характер прохождения внутренних материальных потоков. Эти критерии связаны с использованием на участке оптимизационных MES-процедур, предназначенных исключительно для «внутреннего» пользования. Они выбираются непосредственно диспетчером участка в режиме реального масштаба времени, рисунок 15. Правила выбора из очереди назначаются на основании значений приоритетов исполняемых заданий, а также с учетом фактической скорости их исполнения на конкретном производственном участке (участок 3, рисунок 15). Диспетчер участка может, учитывая текущее состояние производства, самостоятельно изменять приоритеты отдельных технологических операций и, используя MES-систему корректировать внутреннее производственное расписание. Пример диалога по изменению текущего приоритета операции приведен на рис.16.
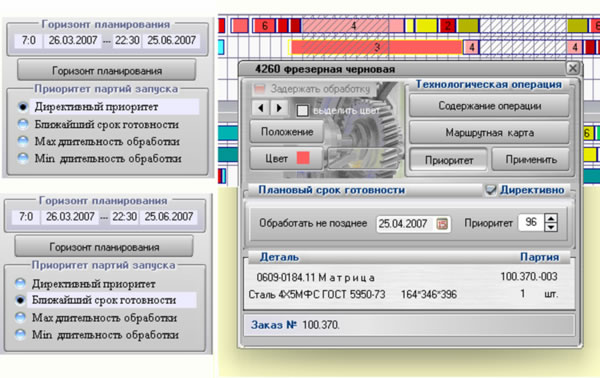 Чтобы вычислить значение приоритета конкретного задания, выполняемого или ожидающего своей обработки на конкретном участке, проводится предварительное группирование заданий (деталей, входящих в определенный заказ) по ряду признаков:
Ориентируясь по приведенным признакам и вычисляя ряд специфических показателей таких как напряженность (отношение показателя 6 к показателю 5), сравнивая значения 7 и 4, анализируя соотношения показателей 9, 10 и 11, локальная MES-системы производит расчет текущего приоритета для всех деталей, оказавшихся в одной группе. Заметим, что детали из одного заказа, но находящиеся на разных участках, могут иметь и различные значения вычисляемого приоритета. Логистическая схема Метода вычисляемых приоритетов применяется в основном в многономенклатурных производствах мелкосерийного и единичного типов. Представляя собой «вытягивающую систему» планирования и используя локальные MES для обеспечения высокой скорости прохождения заказов через отдельные производственные участки, эта логистическая схема использует децентрализованные вычислительные ресурсы для поддержания эффективности процессов в условиях изменяющихся приоритетов исполняемых заданий.
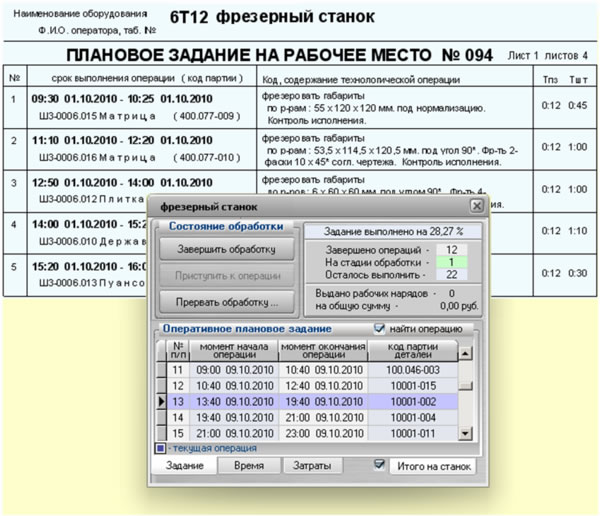 для рабочего места в MES Отличительной особенностью этого метода является то, что MES система позволяет в пределах производственного участка составлять детальные расписания выполняемых работ [9],[11],[13]. Несмотря на определенную сложность в реализации, метод вычисляемых приоритетов обладает значительными преимуществами:
В заключение заметим, что рассмотренные в данной статье типы «вытягивающих» логистических систем обладают общими для них характерными признаками, это:
ЛИТЕРАТУРА
Об авторе:
|
- Четыре элемента клиентского удовлетворения
- Кто хочет стать предпринимателем?
- Анализ и моделирование процедур
- Клиенты сами подскажут вам, как обеспечивать хороший сервис
- Прозрачность: первая ценность Канбан Метода
 | Клиентам это нравится. 52 правила для сервиса на высшем уровне |
 | Ваш официальный бизнес на Amazon.com |
 | GET FEEDBACK. Как негативные отзывы сделают ваш продукт лидером рынка |
|
МЕТОДОЛОГИЯ: Стратегия, Маркетинг, Изменения, Финансы, Персонал, Качество, ИТ АКТУАЛЬНО: Новости, События, Тренды, Инсайты, Интервью, Бизнес-обучение, Рецензии, Консалтинг СЕРВИСЫ: Бизнес-книги, Работа, Форумы, Глоссарий, Цитаты, Рейтинги, Статьи партнеров ПРОЕКТЫ: Блог, Видео, Визия, Визионеры, Бизнес-проза, Бизнес-юмор Copyright © 2001-2025, Management.com.ua |