|
Типові проблеми промислового підприємства
Якими є типові проблеми промислового підприємства, що спонукають власників та топ-менеджерів до дій, пов'язаних із зміною систем управління виробництвом? З точки зору власників та топ-менеджменту найтиповішими є:
- недостатній або відсутній прибуток,
- нестача обігових коштів.
Це проблеми, які характеризують фінансовий результат і розвиток підприємства, проте, намагання вирішити їх без концептуальних змін в управлінні операціями приводить до виникнення ефекту доміно — появи все більшої кількості проблем. Недоотрймання прибутку приводить до того, що підприємство не може розширювати та розвивати свою частку ринку. Компанія стає обмеженою в своїх маневрах, вона змушена робити тільки ті речі, які вона вже робить. Як наслідок, нові заходи важко або неможливо впроваджувати.
Зменшення обігових коштів, як правило, спричиняється тим, що нарощуються запаси незавершеного виробництва або запаси матеріалів. Прагнення мінімізувати вартість одиниці комплектуючих, зумовлює максимізацію завантаженості обладнання виробництвом, деталей, навіть, якщо невизначено в якому замовлені вони будуть використанії. В результаті значно зростає обсяг коштів, вкладених у незавершене виробництво. В свою чергу, це приводить до скорочення засобів для проведення покращення процесу виробництва продуктів.
Виробництво «про запас» приводить до того, що у підприємства зменшується пропускна здатність. Компанія не може випускати нові продукти, бо вона не має достатньо на це ресурсів — її обладнання постійно зайнято виробництвом комплектуючих для можливих майбутніх замовлень. Крім того, втрати та недоотримання прибутку та зменшення обігових коштів часто спричиняють зрив термінів виконання замовлень.
Якщо це не зупинити, то компанії можуть отримати ще одну болісну проблему — в середині управлінського складу починаються пошуки винних, їх обов'язково знаходять і завжди в суміжних підрозділах:
Перше джерело: виробництво
- Відсутні інструменти для швидкого планування з врахуванням конкретних замовлень і конструкторських змін.
- Нездатне на часте переналагодження обладнання.
Друге джерело: збутова політика
Утворення буферу запасів через часті зміни планів [власне прогнозування] є наслідком перестрахування продавців. Вони самі створюють ці буфери для того, щоб себе комфортно почувати на ринку із клієнтами. В наслідок цих перестрахувань, продавці можуть замовляти більше товару, який потім не можуть реалізувати на ринку, це і приводить до надлишку запасів.
Третє джерело: відділ продаж
Прийняття замовлень у терміни, які є недостатніми для нормального планування, постачання і виробництва, що, як правило, спричиняє перевантаження технологічних ліній, або недовантаження після виконання цих «ажіотаж-них» замовлень. Також слід враховувати негативний ефект від зміни дат відвантаження, що дуже часто трапляється в реальному житті пересічного вітчизняного підприємства.
Четверте джерело: конструкторський відділ
Значна кількість конструкторських змін — технологи і виробничники не встигають відлагодити процеси для виготовлення товарів під індивідуальні замовлення.
П'яте джерело: відділ маркетингу
Неточний прогноз попиту є теж однією із основних причин недоотримання прибутку та зменшення обігових коштів.
Тобто, конструкторський відділ звинувачує відділ маркетингу у неточних прогнозах чи великій мінливості замовлень; відділ продаж звинувачує виробництво в невчасному виконанні замовлень, що відображається на задоволенні потреб споживача, і так далі і тому подібне. Але ж насправді проблема в тому, що система управління, яка раніше виконувала всі покладені на неї функції, зараз вже не відповідає вимогам.
Що повинна забезпечувати ефективна система планування і управління діяльністю підприємства? Відповідь проста — підвищення рівня обслуговування клієнтів за умови мінімізації собівартості готової продукції. Для цього система повинна бути здатною дати відповідь на такі запитання:
- Що буде вироблено?
- Скільки нам буде це коштувати?
- Що в нас вже є?
- Що нам необхідно?
- Що отримає підприємство від виконання плану?
Відповідь на ці питання компанії дають в рамках однієї з чотирьох стратегій використання ресурсів, які у свою чергу визначаються стратегією компанії.
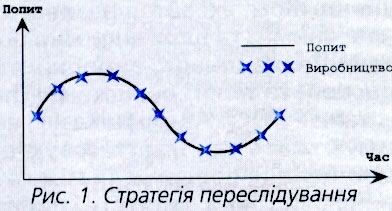
1. Стратегія переслідування. Використовується компаніями, які працюють за індивідуальними замовленнями. Вони не прогнозують, а лише реагують на попит. Немає потреби мати надлишок матеріалів та виробничих потужностей, тому що виробництво є орієнтованим на наявний попит, клієнт готовий одразу заплатити. Ця стратегія дає дуже добрий потік обігових коштів, дозволяє легко обраховувати рентабельність підприємства Але її недоліком може стати час реагування на замовлення
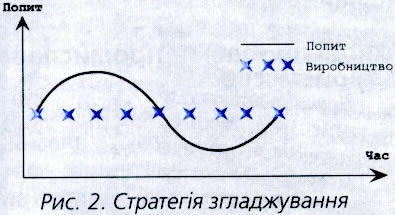
2. Стратегія згладжування. Незалежно від того, яким є попит — сезонні коливання, мода, тощо — підприємство налаштоване утримувати запаси на одному рівні. Це дає свої переваги та недоліки. Недоліком є те, що в момент зростання попиту ми не можемо його задовольнити. А це означає, що його можуть задовольнити конкуренти. І навпаки, в момент мінімального попиту, підприємству потрібно платити зайві кошти за зберігання надлишку продукції.
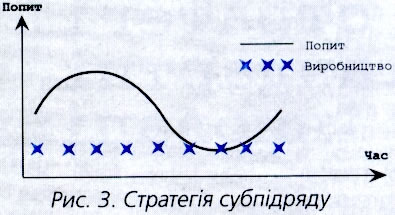
3. Стратегія субпідряду. Використовується компаніями, які орієнтуються на збереження мінімально рівня матеріалів для того, щоб бути спроможнім задовольнити мінімальний попит. Все інше делегується субпідрядникам [аутсорсинг].
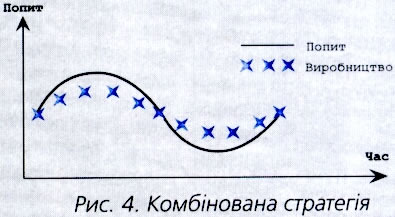
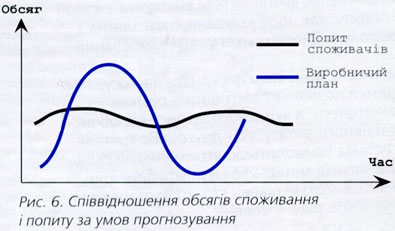
4. Комбінована стратегія побудована на тому, що ми намагаємося прогнозувати попит. Як наслідок, при спаданні попиту у нас завжди є надлишок виготовленої продукції, а при зростанні попиту — нестача. Причиною тому є те, що прогноз завжди робиться на історичних даних, на тому, що відбулося в минулому.
Розглянемо, на які стратегії зорієнтовані системи управління — стандартні і нові, і які рішення вони пропонують для описаних вище проблем. Об'єктом наших спостережень будуть: [1] традиційні системи управління виробництвом — управління запасами за точкою перезамовлення і система планування необхідних матеріалів [MRP], назвемо їх стандартними, та дві відносно нові — це [2] концепція ощадливого виробництва [lean production] та [3] теорія обмежень [Theory of Constrains — TOC].
Стандартні системи управління виробництвом
Точка перезамовлення
Найбільш поширена серед них — система на базі обчислення точки перезамовлення EOQ [Economic Ordering Quantity]. В залежності від прогнозу попиту, вартості зберігання запасів і оформлення замовлень обчислюються точка перезамовлення, максимально допустимий рівень запасів і обсяг резервного або буферного запасу.
Страховий запас визначається виходячи з історії варіації попиту, так, щоб компанія була здатна з визначеною імовірністю виконувати замовлення клієнтів.
Таким чином, найбільш досконале застосування цієї методики дозволяє працювати в рамках четвертої стратегії, а якщо відмовитися від обчислення резервного запасу, то — другої або третьої.
Така система приводить до утримання на складі надлишків запасів матеріалів і напівфабрикатів. Проте, навіть високий рівень страхових запасів не забезпечує 100% рівень сервісу.
Планування необхідних матеріалів
Для управління операціями в умовах залежного попиту, на ринках В2В [business to business] використовують іншу систему управління запасами, яка належить до стандартних — Планування необхідних матеріалів [MRP1]. Цей метод було розроблено Joseph Orlicky і Oliver Weight в 60-х роках. Основна відмінність від методу планування по точці перезамовлення полягає в тому, що MRP орієнтується на майбутні потреби, а не дані про споживання у минулому.
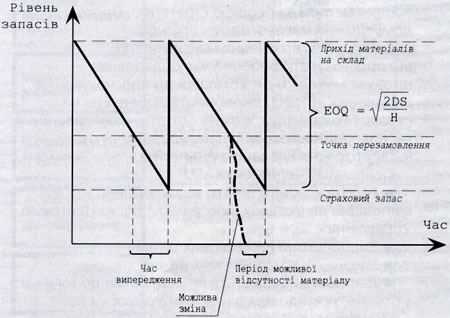
Рис. 5. Управління запасами і виробництвом по точці перезамовлення
Через те, що системи класу MRP не враховували завантаження виробничих потужностей було розроблено нову методику MRPII2 — планування виробничих ресурсів. Ця система охоплює функції управління складом, постачанням, продажем і виробництвом. Успішність системи класу MRPII визначається точністю визначення потреб клієнтів [додано модуль замовлень і прогнозування]; точністю визначення специфікацій і технологічного маршруту; точністю і актуальністю інформації про наявність матеріалів; точністю визначення термінів поставки і виробництва. Як наслідок, кожна з неточностей приводять до збільшення страхового запасу матеріалів і виробів. Отже, система MRPII теоретично дозволяє управляти підприємством за першою стратегією. Проте, домінування масового або серійного виробництва і прагнення максимально використовувати робочий час обладнання штовхає менеджмент компаній до прогнозування очікуваних потреб і виробництво продуктів на склад. Таким чином, можна сказати, що компанії, які використовують MRPII насправді керуються четвертою комбінованою стратегією. Основними недоліками MRP є:
- Робота кожного центру відокремлено, відповідно до вказівок з системи MRPII — «Центру Управління»;
- Виробництво непотрібних речей;
- Збереження непотрібних речей
- Дефекти залишаються прихованими до того моменту, доки до них дійде черга обробки на наступних етапах;
- Обладнання, зайняте виробництвом непотрібних виробів, недоступне для термінового використання для нових замовлень.
Що ж пропонують нові системи управління операціями? Стратегічно вони сфокусовані на реалізації першої стратегії за найкоротший час, з мінімальною собівартістю і в точній відповідності до очікувань клієнтів.
Концепція ощадливого виробництва
Все, що ми насправді намагаємося зробити в ощадливому виробництві [lean production] — зробити так, щоб кожен процес робив тільки те, що потрібно для наступного тоді, коли це йому потрібно. Ми намагаємося з'єднати всі процеси — від кінцевого споживача назад до сировинних матеріалів — плавним потоком без петель, щоб досягти найкоротшого часу виробництва продукту, найвищої якості і найменшої вартості.
П'ятьма принципами ощадливого виробництва є:
- Визначити цінність конкретного продукту,
- Визначити потік утворення цінності для цього продукту,
- Забезпечити неперервний плин потоку утворення цінності продукту,
- Дозволити споживачеві «витягувати» продукт,
- Прагнути досконалості.
Основа ощадливого виробництва — це боротьба з втратами [«муда»]. Таїчі Оно, один з керманичів компанії «Тойота», визначив сім типів «муда»:
- дефекти в продукції,
- непотрібне перевиробництво товарів,
- запаси товарів, що стоять в черзі на обробку,
- непотрібні етапи обробки,
- непотрібне переміщення людей,
- непотрібне транспортування товарів,
- очікування [доки обладнання закінчить свою роботу або поки не буде виконано дію, розташовану вище за потоком].
Згодом було додано ще один тип «муда»:
- проектування товарів, які не відповідають потребам споживачів.
Зупинимося детальніше на кожній складовій ощадливого виробництва.
Цінність
Цінність визначається клієнтами. Чи розуміють виробники що є цінністю? Добре це перевірити запитаннями: «Чи ви можете себе уявити у ролі виконавця замовлення, який трансформує отриману від замовника інформацію в готовий продукт?», «Як із сировини формується готовий продукт?», «Як виглядає процес розробки нового продукту?»
Визначити потік формування цінності
Для цього в ощадливому виробництві використовують карти потоку. Як правило, коли її будують вперше, менеджери отримують вражаючу картину розбіжності повного часу виконання замовлень клієнтів і реального часу формування готового продукту. Саме на цій стадії починається процес визначення «муда» і розробка заходів з їх усунення. В результаті, складають карту потоку формування цінності майбутнього стану.
Забезпечити неперервний плин потоку
Генрі Форд був першим, хто реалізував потенціал потокової організації — організація руху матеріалів безупинним потоком. Проте Генрі Форд виробляв моно продукт, японці ж, для виробництва широкого асортименту продукції, замість однієї потужної «річки» зробили виробництво, організоване у «маленькі струмочки». Для цього застосовується менше обладнання, яке може бути швидко переналагоджене для випуску іншої продукції. Продуктивність при цьому зростає у двічі, суттєво зменшується кількість браку.
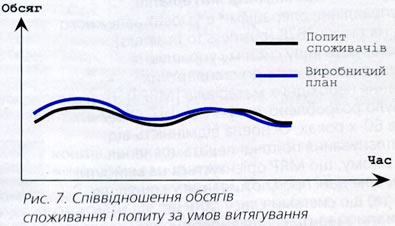
Витягування
Ощадливе виробництво дозволяє суттєво скоротити витрати завдяки тому, що виробляються дрібніші партії продукції і тільки тоді, коли їх потребує клієнт [«витягує» на себе]. Без «сигналу» від замовника ніхто на виробництві не буде виробляти жодних деталей. В результаті скорочується час повернення інвестицій, зменшується обсяг.
Досконалість
Крім того, усвідомлення вимог конкретного замовника зумовлює прагнення швидше і якісніше виконати замовлення. Зростання швидкості потоку завжди допомагає виявляти «муда». Виявленням «муда» займаються спеціально призначені команди, їх задача:
- краще визначити цінність,
- навчитись збільшувати швидкість потоку,
- спрощувати процес «витягування».
Виникає закономірне запитання, то чому ж більшість компаній продовжують працювати в режимі серійного виробництва? Хоча в кожному окремому випадку можуть бути свої обставини, проте на загал поясненням цього можуть бути такі причини:
- інерція мислення;
- оснащення підприємств високошвидкісним обладнанням;
- діюча система обліку;
- кар'єрні пріоритети властиві функціональним структурам.
Що, ж можна порадити компаніям, які обирають стратегію максимального підвищення рівня обслуговування клієнтів і для цього планують перейти на засади ощадливого виробництва? Практики цієї технології рекомендують почати з наступних кроків:
- Сформуйте неперервний потік всюди, де це можливо;
- Використовуйте буферні склади для управління виробництвом там, де неперервний потік не проходить «вверх» за процесом. Неперервність буває неможливою через такі причини:
- Деякі процеси розроблені для роботи з дуже швидким або повільним часом циклу [час, який іде на опрацювання одної деталі] і потребують час на переналагодження для роботи з різними групами продуктів;
- Деякі процеси, як і ті, що виконують наші постачальники, є занадто далеко від нас і доставка одної деталі за раз є нереалістичною;
- Деякі процеси мають занадто довгий час виконання і є надто ненадійними щоб їх об'єднувати з іншими в неперервний потік.
- Виробляйте відповідно до вашого «періоду такту». Період такту використовують для синхронізації темпу виробництва з темпом реалізації, особливо це стосується «темпозадаючих» процесів.
Таблиця. 1. Порівняльна таблиця елементів функціонального і ощадливого виробництва
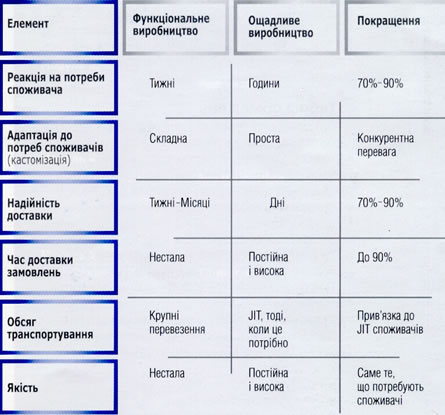
Що ж виграють споживачі від запровадження ощадливого виробництва? Відповідь на це запитання проілюстровано у Таблиці 1 шляхом порівняння елементів функціонального і ощадливого виробництва. Переваги для кінцевого споживача є очевидними: [1] зменшення часу реакції на потреби споживача на 70%-90%; [2] індивідуальний підхід до потреб споживачів; [3] скорочення часу доставки замовлень на 70%-90%; [4] збільшення надійності доставки до 90%; [5] доставка товару тоді, коли це потрібно споживачеві/клієнту; [6] покращення якості товару.
Теорія обмежень
Автором цієї теорії є Елі Голдратт [Eliyahu Moshe Goldratt], відомий в Україні як автор книг «Ціль» і «Ціль-2». Основний напрямок діяльності Голдратта — консалтинг. Написання книжок, проведення занять для Голдратта лише засіб популяризації розробленої ним Теорії обмежень [Theory of Constrains — ТОС].
За досвідом Голдратта, застосування ТОС за 4 роки дозволяє компанії перетворити обсяг своїх доходів у прибуток. Базові кроки ТОС:
- визначити систему та її наміри, або ціль системи,
- визначити, яким чином вимірювати ціль.
Що ж є ціллю компанії? «Робити більше грошей зараз і в майбутньому», відповідає Голдратт, тобто, ціллю є:
- прибуток,
- рентабельність капіталу,
- здатність генерувати грошові потоки.
Голдратт, фізик за базовою освітою, стверджує, що для бізнес-систем, якими є компанії, властива мала степінь свободи — одна. Це означає, що достатньо знати одну головну причину нереалізованості цілі, щоб впливаючи на неї, радикально покращити результат. Мовою виробництва ця причина називається вузьким місцем, або обмеженням.
ТОС пропонує п'ять послідовних кроків для роботи з обмеженнями:
- Знайдіть, що є обмеженням вашої системи;
- Використайте максимально існуюче обмеження;
- Підпорядкуйте всі інші елементи системи діючому обмеженню;
- Розширте обмеження;
- Перейдіть до першого крок і знайдіть нове обмеження.
Основними показниками при застосуванні ТОС є:
- Пропускна здатність [Т] — норма, за якою система здатна генерувати гроші [формально — різниця між ціною і вартістю сировини проданої продукції];
- Запаси [TVC] — кошти, які компанія вкладає у об'єкти, які будуть перетворені у пропускну здатність;
- Операційні витрати [ОЕ] — це всі гроші, які компанія витрачає для трансформації запасів у пропускну здатність.
Як бачимо, в перелічених показниках помітна відмінність від традиційної системи обліку, де основним показником є маржинальний прибуток.
При прийнятті рішень в ТОС більш перспективним з точки зору отримання грошей є той продукт, який має вище значення пропускної здатності [показник Т] на одиницю обмеження. Висновок щодо остаточної результативності бізнесу робиться на базі операційного прибутку [Т-ОЕ], а також на базі показника рентабельності інвестицій.
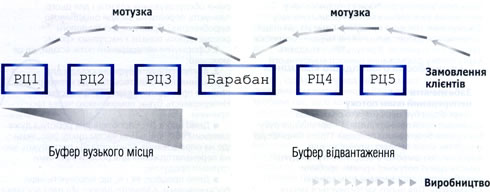
Рис. 8. Барабан — буфер — мотузка
На Рис. 8 відображено виробничий процес з визначеним вузьким місцем, яке в ТОС називають «барабаном». Як і в ощадливому виробництві, це вузьке місце як барабан задає такт всьому процесу. Очевидно, що при порушенні цього такту будуть створюватися буфери у вигляді незавершеного виробництва чи готової продукції. Швидкість виконання всіх замовлень клієнтів залежить лише від цього вузького місця. Для того, щоб вузьке місце не простоювало за жодних обставин, перед ним повинен бути певний рівень страхового запасу — «буфер». Для того, щоб він ніколи не спливав і, в той самий час, щоб запасів не було занадто багато, діє механізм «мотузки», який запускає виробництво вище за потоком тільки тоді, коли зменшується буферний запас. Все дуже просто і без складних формул.
Висновки
Вирішення ключових для власників бізнесу проблем вимагає вчасного впровадження тих систем управління операціями, які відповідають їх галузі діяльності і рівню конкуренції — існуючому і прогнозованому. Екстенсивний розвиток веде практиків до надмірного ускладнення систем управління, в той самий час, як здоровий глузд дозволяє з меншими затратами отримувати значно кращі результати. З досвіду підприємств, де власноруч «розгрібають завали» невиконаних вчасно замовлень, — із запровадженням комплексних систем управління класу ERP3 ситуація абсолютно не покращується. В той самий час, запровадження нових систем управління операціями дозволяє досить швидко повернути контроль над процесами. Достатньо визначити дуже обмежене коло основних показників, впливаючи на які можна управляти найскладнішими системами. І коли Голдратт наводить свої приклади, вони настільки природні і прості, що стає соромно за себе — чому ми раніше не зробили цього самі?!
Про автора:
Сергій Гвоздьов
Сергій працює в Києво-Могилянській бізнес-школі з осені 2004 року, раніше він очолював Бізнес-школу Львівського інституту менеджменту. Вищу освіту здобув у Львівському державному університеті ім І. Франка, ступінь кандидата економічних наук захистив у Львівській Політехніці, а ступінь MBA отримав у Львівському інституті менеджменту. Сергій брав участь у міжнародних програмах розвитку викладацької майстерності Бізнес-школи Університету Наварри, IESE [Барселона, Іспанія], OWZ консалтинг-центру [Мюнхен, Німеччина] і Бізнес-школи Вейнського університету [Детройт, США]. В kmbs викладає курси "Операційний менеджмент" та "Управління проектами".
1 MRP — Materials Requirements Planning
2 MRPII — Manufacturing Resource Planning
3 ERP — Enterprise Resource Planning
|
|